
Составляющие аппаратов для сварки ПНД труб. Тип ZHCB.
Рассмотрим составляющие аппаратов для сварки ПНД труб следующих моделей ZHCB-160, ZHCB-250, ZHCB-315, ZHCB-400 ,ZHCB-500. А именно : центратор (UMSN), торцеватель (FRDN), нагреватель (PGRN), и схему работы регулятора температуры.
Центратор (UMSN).

Прежде всего прижимное устройство (тиски) имеет легкую алюминиевую конструкцию и состоит из двух гидроцилиндров с поршневыми штоками двустороннего действия и четырех хомутов для фиксации труб Dmax. Усилие затяжки болтов не должно превышать 3-4 Нм. Для зажима труб с диаметром, меньшим Dmax, предусмотрены сменные вкладыши (редукционные).
При сварке фасонных деталей, например отводов или тройников, можно снять конечный сегмент устройства, выкручивая крепежные болты, и установить соединяемый элемент на одном держателе. Прижимное устройство UMSN подключено к гидросистеме с помощью гибких гидравлических шлангов Ø6 x 3000 через наконечники быстрого соединения. Оно может работать с гидравлическими питателями производства Nowatech типов UHRB, UHRN, UHEN.(см. рис 1)

Важно! Элементы UMSN выполнены из алюминиевого сплава, в связи с чем нагрузка, превышающая их прочность, может привести к их повреждению. Затяжка с усилием свыше 4 Нм вызывает чрезмерное повышение внутреннего сопротивления силовых двигателей, что отрицательно влияет на качество сварных швов и снижает долговечность уплотнений. По этой причине следует избегать применения чрезмерного усилия, а также:
- использования удлинителей для ключей;
- неравномерной затяжки болтов;
- боковых ударов, плохого крепления;
- плохо отрегулированного установочного клапана.
Двусторонний торцеватель (FRDN).

Фрезерное устройство (рубанок) имеет прочную алюминиевую конструкцию, рабочими элементами которой являются два установленных в корпус диска с режущими ножами. Торцеватель, прежде всего, приводится во вращение от двигателя дрели через зубчато-цепную передачу. Тяговый момент переносится на зубчатую передачу непосредственно с валика дрели либо через дополнительный редуктор.
Рубанок оборудован защитным механизмом блокировки, предотвращающим случайное приведение в действие вне прижимного устройства. Включение устройства возможно лишь после его закрепления на направляющих стержнях пережимаемого устройства.
Фрезерный станок следует содержать в чистоте. Каждый раз перед тем, как приступить к работе, нужно проверить общее техническое состояние устройства (электропроводы, штепсель и т.п.), а также жесткость режущих ножей.
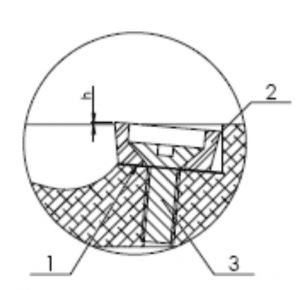
Ножи
Ножи заострены с двух сторон, и, если одна сторона притупится, можно переложить нож на вторую сторону. При износе режущих ножей необходимо закупить набор новых или заточить старые. Причем, каждый раз после заточки ножей нужно проконтролировать выставление режущего края над диском. Величина выноса h над дисками должна составлять около 0,2 мм.(см. рис 2)
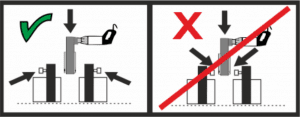
Важно!Недопустимо применение зазубренных, грязных, притупленных или заржавелых ножей. Использование таких ножей может быть опасно или может вызвать поломку привода. Закрепляя трубы, убедитесь, чтобы болты, закрепляющие редукционные вкладыши в кольцах центратора, были вкручены в отверстия в кольцах с противоположных от расположения торцевателя сторон. Неверно установленные болты могут повредить ножи торцевателя.(см. рис 3)
Контроль напряжения цепи
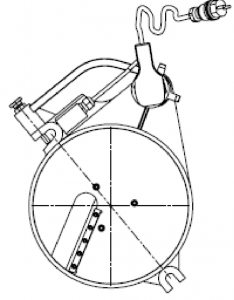
Контроль напряжения цепи надо производить периодически, минимально 1 раз в год. Для корректировки напряжения нужно отключить устройство от питания, отвернуть ревизионную крышку, ослабить 2 винта, крепящие дрель к корпусу, и повернуть привод так, чтобы привести цепь в натяжение. После этого необходимо обратно закрутить крепящие привод винты и завернуть крышку. Если цепь ослабла или сломалась, то нужно купить новую. Замену цепи рекомендуется поручить авторизованному сервисному центру. Если положение дрели мешает торцеванию на центраторе UMSN, следует ослабить 3 винта внутри дрели с корпусом и повернуть дрель в правильную позицию. Затем надо подтянуть 3 крепящих винта. (см. рис 4)
Нагреватель (PGRN).
 Плита служит для нагревания торцов свариваемых элементов. Она состоит из двух алюминиевых дисков, двух покрытий из PTFE ткани (тефлон), двух комплектов колец, крепящих ткань, нагревательного элемента, ручки и провода питания.
Плита служит для нагревания торцов свариваемых элементов. Она состоит из двух алюминиевых дисков, двух покрытий из PTFE ткани (тефлон), двух комплектов колец, крепящих ткань, нагревательного элемента, ручки и провода питания.
Управление и регулирование температуры происходит с помощью вмонтированного в ручку микропроцессорного регулятора температуры. Регулятор температуры взаимодействует с датчиком Pt 100, помещенным внутрь нагревательной плиты.
Диапазон регулирования температуры – от 180 до 280oC. Высота температуры зависит от материала трубы. Для ПЭ труб берется температура T = 210 oC ± 10 oC, как оптимальная для сварки встык.
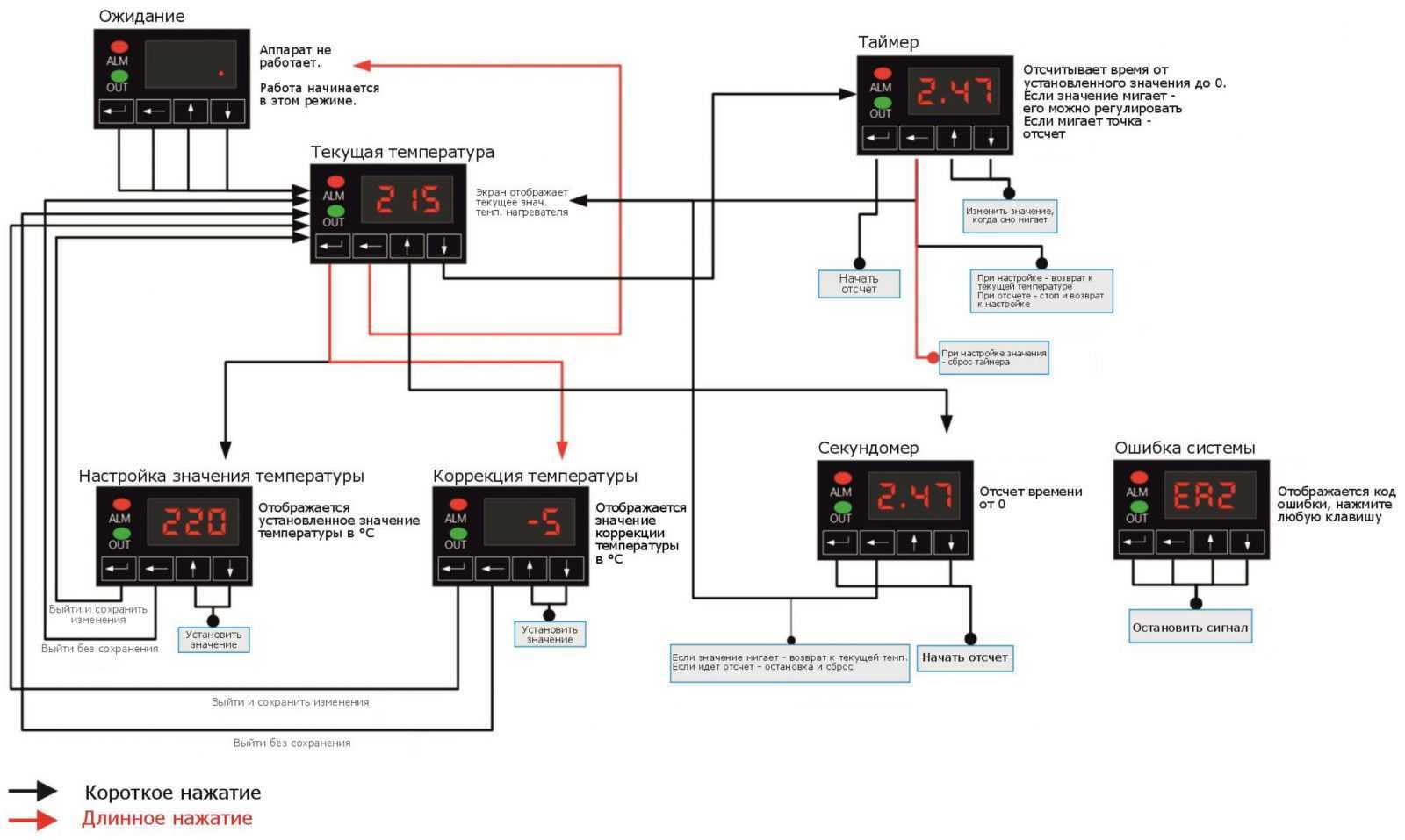
Схема работы регулятора температуры.
1) Экран ожидания – Аппарат начинает работу в этом режиме: сигнальные диоды выключены, регулятор температуры выключен.
2) Включите аппарат нажав любую клавишу, после этого экран отобразит на некоторое время мигающее значение текущей температуры.
3) Экран текущей температуры – Отображается текущая температура нагревателя; Горит зеленый диод – нагреватель нагревается до заданной температуры (+/- 2 °C); Зеленый диод мигает – нагреватель готов к работе.
4) Экран настройки температуры – Отображается установленное значение температуры. Значение можно менять в диапазоне 180-280° C.
5) Коррекция значения температуры – Отображается значение коррекции температуры. Значение можно менять между -50°C и +50°C.
6) Таймер – После выбора этой функции установленное ранее значение таймера начнет мигать; Таймер может быть установлен на значение менее 10 минут с шагом изменения в 1 секунду, либо более 10 минут с шагом изменения в 1 минуту; – Формат отображения времени < 10 мин: X.YY- где X: минуты, YY: секунды; – Формат отображения времени ≥ 10 мин: XXX. – где XXX: минуты (макс. 999 мин); – После начала отсчета значение на экране перестанет мигать, вместо него начнет мигать точка, разделяющая минуты и секунды; – Когда значение таймера обратного отсчета будет < 10 сек., зуммер начнет подавать звуковой сигнал. После завершения обратного отсчета зуммер будет подавать сигнал в течение еще 2 секунд.
7) Секундомер – После выбора этой функции экран отобразит мигающее сохраненное значение 0:00; Формат отображения времени такой же, как для таймера; Максимальное значение – 999 мин.
8) Экран ошибки – В случае ошибки отобразится ее код, загорится красный диод и раздастся звуковой сигнал; Чтобы отключить зуммер нажмите любую клавишу; Er0 – поврежден датчик температуры нагревателя (PT-100, PT-1000) (замыкание/разрыв цепи датчика); Er1 – высокая температура симистора. Появляется, когда температура элемента управления достигает 120°C; Er2 – поврежден датчик температуры симистора. Появляется, когда значение температуры симистора вне допустимого диапазона; Er3 – слишком высокая температура элемента управления. Появляется, когда температура внутри элемента управления достигает 85°C.
Значение, отображаемое на дисплее, может немного отличаться от установленного. Это нормальное явление, вызванное тепловой инерцией.
Замена покрытия PTFE.
При износе или порче ткани PTFE вследствие царапин, загрязнения нефтепроизводными веществами (маслом, смазкой и т.п.) существует возможность быстрой замены. С помощью ремонтного набора нужно демонтировать кольца, крепящие ткань с помощью винтов. При установке новой ткани следует медленно и осторожно подтягивать винты (по диагонали) для ровного натяжения материала по всей площади. Небольшие складки естественны и не влияют на процесс сварки, так как во время прижима ткань автоматически прилегает к торцам труб.
Стенд для торцевателя и нагревателя PNRN.
 Стенд является элементом стандартной комплектации и служит для хранения и транспортировки инструментов, используемых в процессе сварки встык, таких как фрезерное устройство и нагревательное зеркало.
Стенд является элементом стандартной комплектации и служит для хранения и транспортировки инструментов, используемых в процессе сварки встык, таких как фрезерное устройство и нагревательное зеркало.
Транспортировка, установка и хранение.
Ввиду условий эксплуатации сварочного аппарата, а также специфики его конструкции, агрегат имеет легкую конструкцию, позволяющую транспортировать узлы по отдельности. Каждый узел имеет собственный корпус (несущую раму) с ручками для переноса (или ящик для хранения и транспортировки сменных частей). Вес отдельных элементов сварочного аппарата приспособлен для ручной погрузки и транспортировки элементов на место эксплуатации/хранения, а также зависит от типоразмера аппарата. Методы погрузки-разгрузки, транспортировки и хранения зависят от индивидуальных потребностей пользователя. На строительной площадке устройство должно быть установлено на прочном фундаменте (основании) или на деревянном настиле. Чтобы обеспечить правильное положение труб в центраторе и уменьшить силу пассивного сопротивления рекомендуется использовать роликовые опоры.
Подробные характеристики данных составляющих для каждой модели вы можете посмотреть здесь ZHCB-160, ZHCB-250, ZHCB-315, ZHCB-400 ,ZHCB-500. Или прочитать статью где описываются их сходства и различия https://www.lademi.by/seria-zhcb .