
Аппараты сварки типа ZHSN для производства сегментных фитингов. Компания Nowatech.
Рассмотрим аппараты сварки типа ZHSN такие как: ZHSN 315 и ZHSN 400 для производства сегментных фитингов . Их характеристики, процесс стыковой сварки.
Введение.
Цеховые сварочные машины типа ZHSN предназначены для производства сегментных фитингов из PE, PP и др. Они позволяют производить отводы (угол одного шва (0÷22,5o), (2α=0÷45o). Производить симметричные тройники типа ‘T’ и ‘Y’, а также крестовины ‘X’.
 Сегментные фитинги могут применяться при строительстве трубопроводов, для водоснабжения и других сред. Однако только после получения согласований от контролирующих органов в Вашем регионе.
Сегментные фитинги могут применяться при строительстве трубопроводов, для водоснабжения и других сред. Однако только после получения согласований от контролирующих органов в Вашем регионе.
Цеховая сварочная машина является единой конструкцией.Она включает в себя автоматическую рабочую станцию, состоящую из следующих элементов:
- Гидравлическая система обеспечивает необходимое для работы давление. Давление регулируется переливным клапаном (диапазон регулировки давления зависит от типа машины, например, 0-160 бар) и спускным клапаном. Их расположение на передней панели управления. Значение давления отображается на контрольном манометре и LCD дисплее.
- Прижимной узел состоит из гидравлического цилиндра. Расположение цилиндра между направляющими, на которых установлены два поворотных стола с зажимами для труб. Один из столов напрямую подключается к гидроцилиндру. Движение цилиндра используется для перемещения одного из свариваемых элементов и прижатия его ко второму элементу. Используйте рукоятку для центровки обоих столов и убедитесь, что обеспечена соосность соединяемых элементов.
- Электрическая панель управления состоит из: главного выключателя, аварийного выключателя, кнопок управления движением и сигнальных диодов. В электрокоробе внутри гидроагрегата расположены: набор управляющих реле и УЗО; трансформатор и трансформатор токов нулевой последовательности; кабели и другое электрическое оборудование.
- Регистратор сварочных параметров моделей типа ZHSN который позволяет полностью контролировать процесс. Система протоколирует все данные, необходимые для последующей оценки выполненных сварных соединений.
-

Нагреватель ZHSN Нагреватель управляется с помощью регистратора параметров сварки. Определенное количество тепловой энергии передается нагревателю для разогрева концов труб до температуры, необходимой для выполнения сварки встык.
- Электрический торцеватель для подготовки торцов труб к процессу сварки.
- Опорная рама (станина), которая выступает в качестве базы для вышеперечисленных элементов.
Конструкция стыковой сварочной машины ZHSN.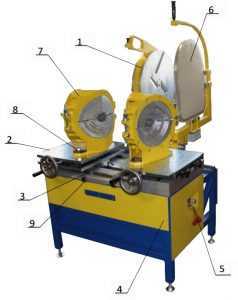
Независимая рабочая станция со следующими элементами конструкции:
Гидроагрегат, электрический короб с предохранителями, контакторами и:
1. Торцеватель для фрезеровки торцов труб;
2. База – перемещаемый поворотный стол;
3. Направляющие и система гидравлического прижима;
4. Рама;
5. Быстроразъемные соединения;
 6. Нагреватель;
6. Нагреватель;
7. Зажим для труб;
8. Индикатор угла сварки;
9. Регулируемый ограничитель для процесса торцовки;
10. Гидроагрегат с установленным внутри электрокоробом.
Панель управления.
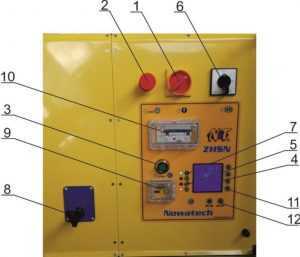
1. Главный выключатель;
2. Аварийный выключатель;
3. Выключатель главного контактора;
4. Дисплей;
5. Диод торцевания;
6. Выключатель торцевателя;
7. Диод питания;
8. Клапан регулировки давления;
9. Порты передачи данных (USB, RS и порт подключения к ПК);
10. Главный предохранитель
11. F1,F2,F3,F4 и COFNIJ – Кнопки управления для
настройки параметров процесса;
12″ -<- -> +” – кнопки перемещения.
Задняя панель.

1. Кабель питания;
2. Гидравлические шланги;
3. Разъем торцевателя;
4. Разъем нагревателя;
5. Разъем концевого выключателя торцевателя.
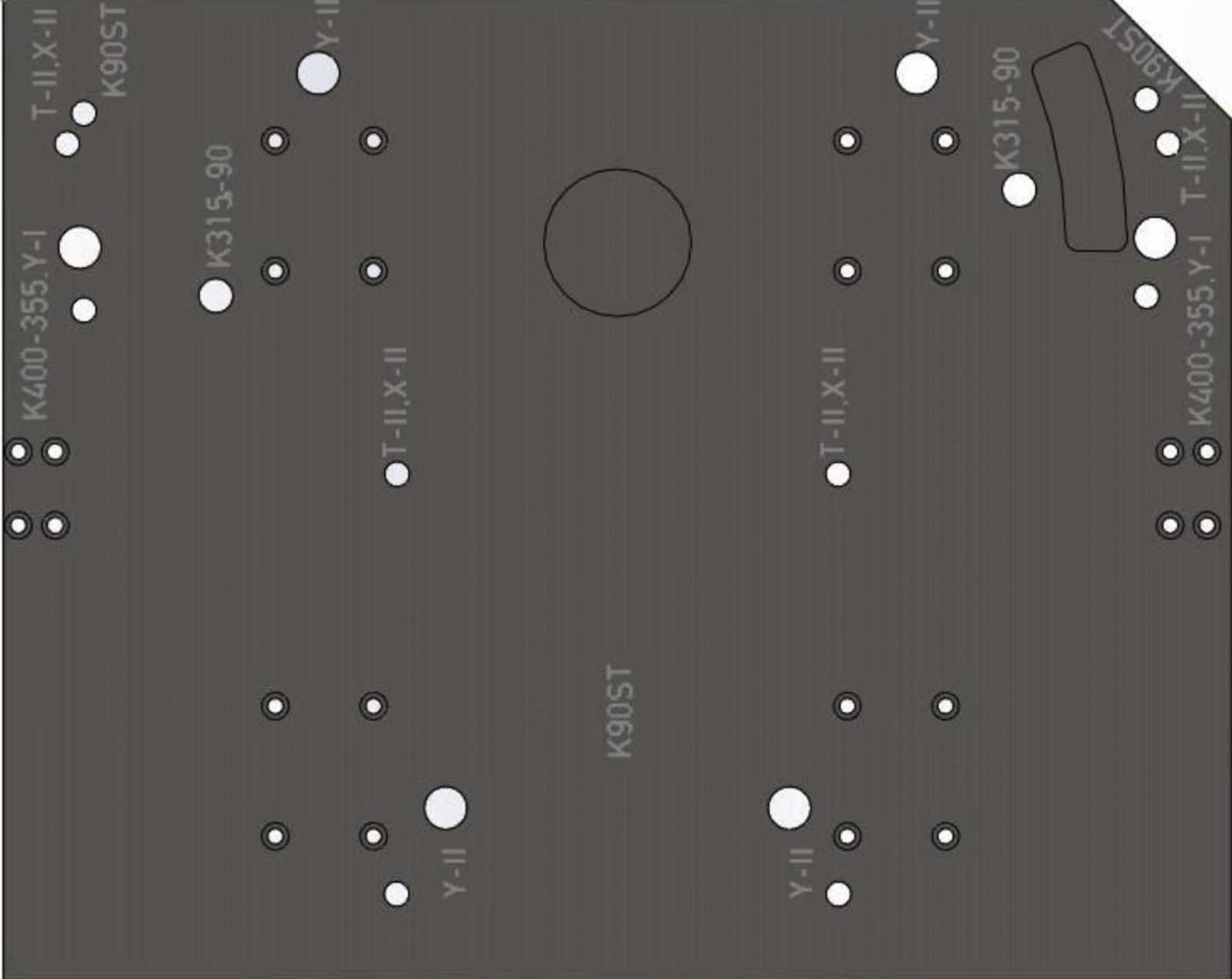
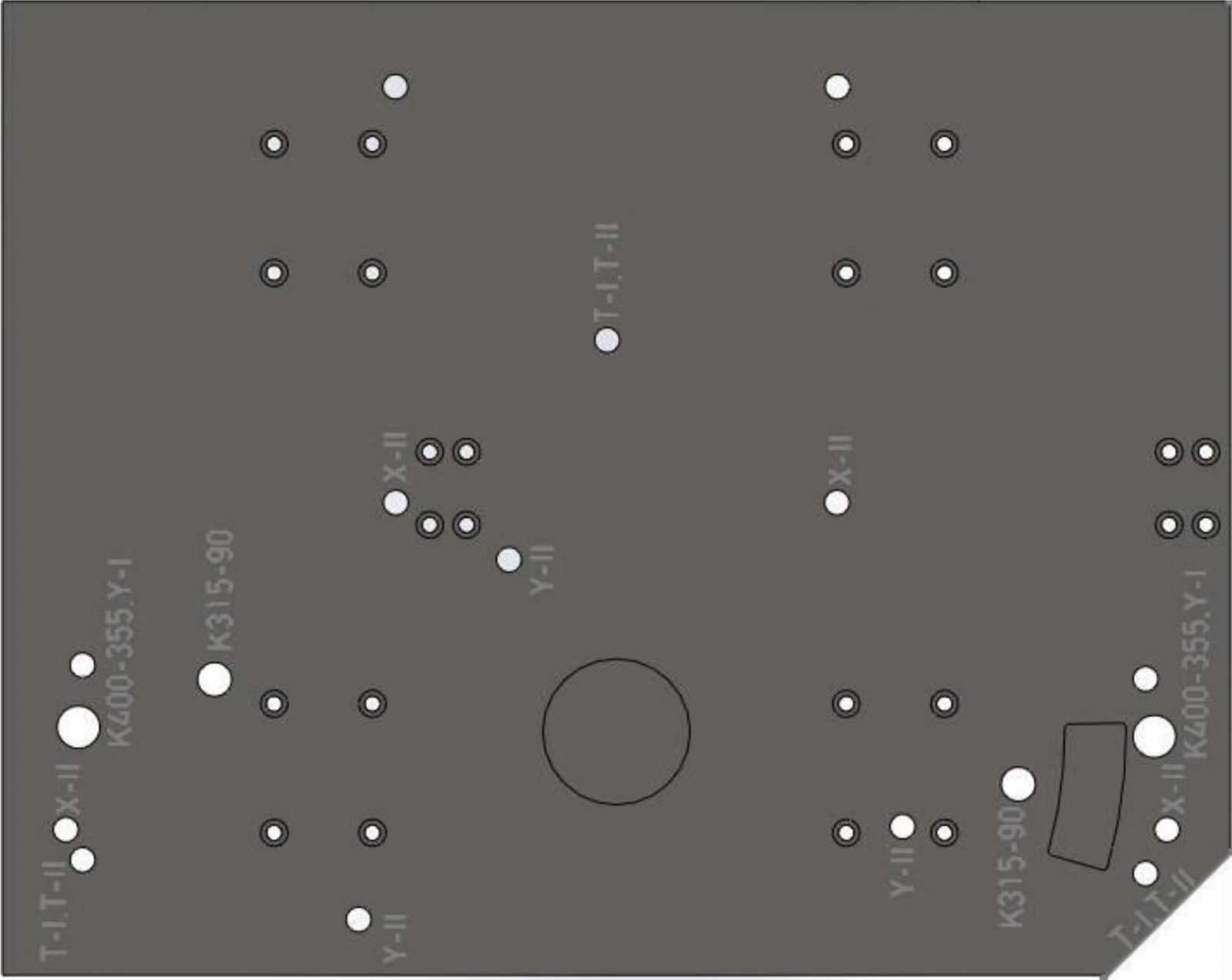
Столы для крепления зажимов.
T – I – T-тройник (1-й этап)
T – II – T-тройник (2-й этап)
X – II – Крестовина (2-й этап)
Y – I – Y-тройник (1-й этап)
Y – II – Y-тройник (2-й этап)
K315 – 90 – Отвод 90-315 мм либо 90-400 мм (в зависимости от типа машины)
Технические характеристики стыковой сварочной машины ZHSN.
Таблица технических характеристик моделей ZHSN 315 и ZHSN 400.
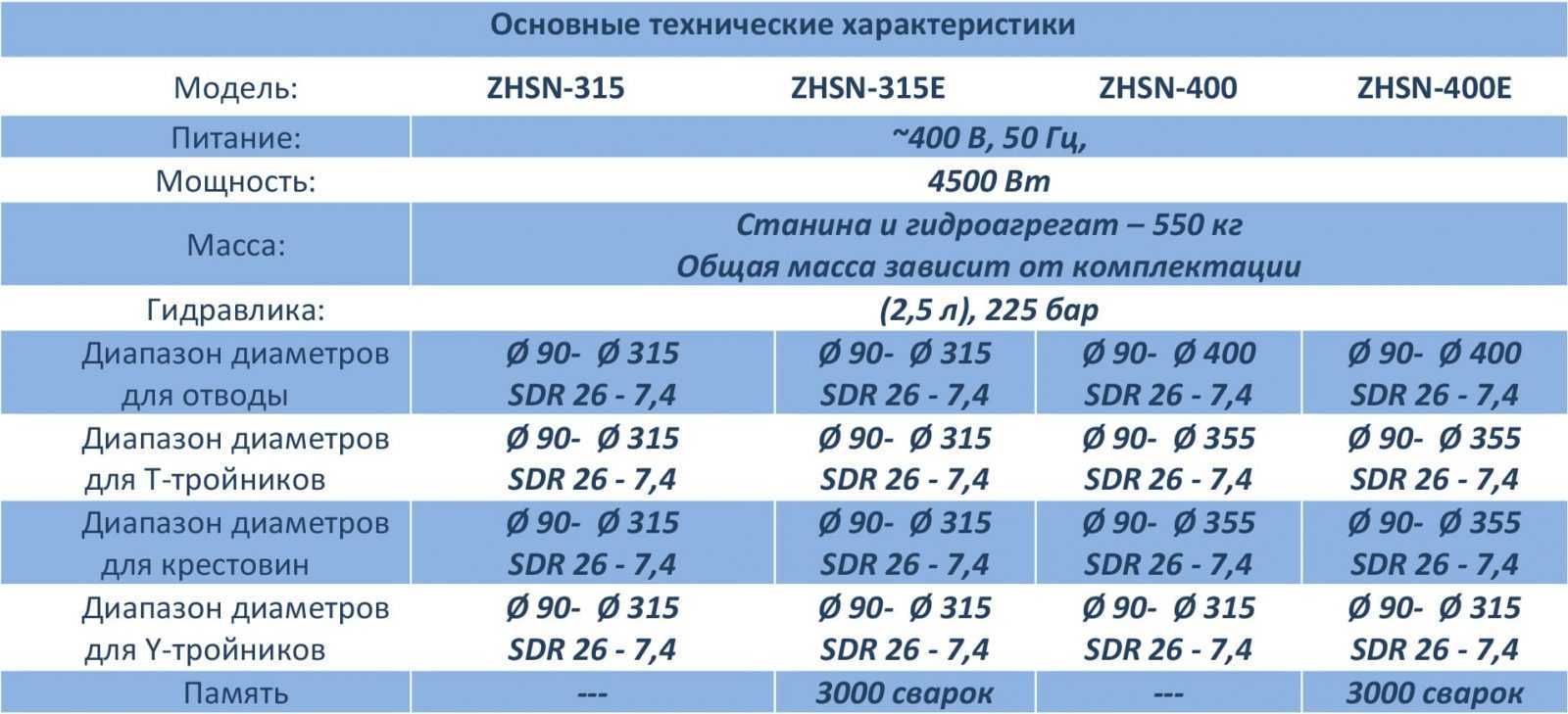
Схема гидравлической системы.
Гидроагрегат – основной элемент сварочной машины. Он состоит из следующих компонентов:
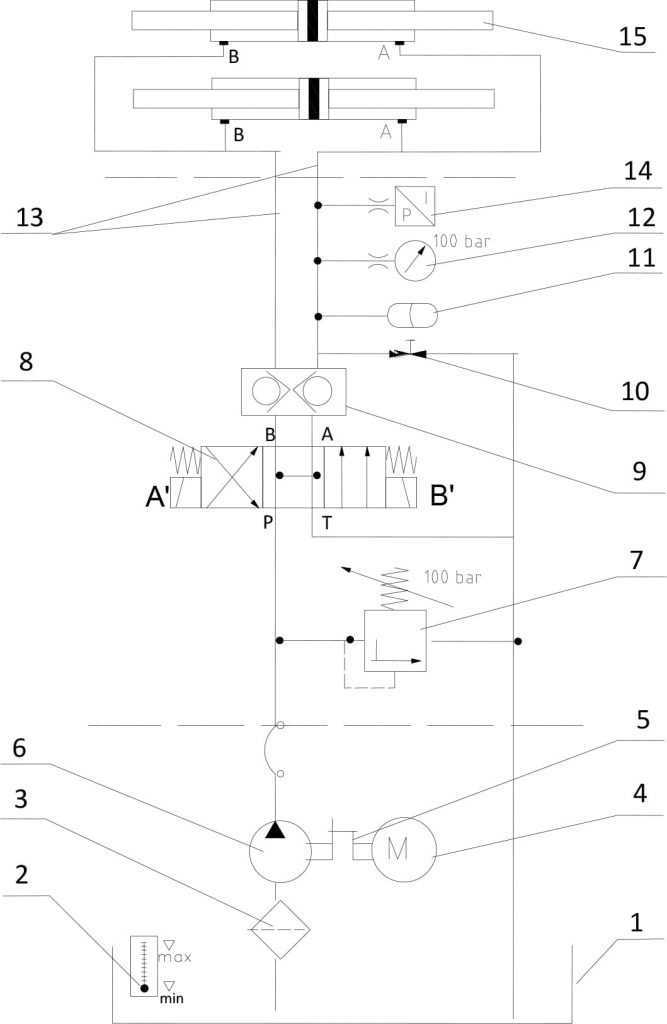 1. Масляный бак (V =2,5 дм3);
1. Масляный бак (V =2,5 дм3);
2. Индикатор уровня и температуры масла;
3. Всасывающий фильтр;
4. Асинхронный электродвигатель;
5. Муфта гидронасоса;
6. Гидравлический зубчатый насос;
7. Переливной клапан;
8. Гидрораспределитель с электромагн. управлением;
9. Обратный клапан;
10. Спускной клапан;
11. Гидроаккумулятор (V =0,075 л);
12. Глицериновый манометр;
13. Гидравлические шланги d= Ø6 x 3000 с быстроразъемными соединениями;
14. Преобразователь давления;
15. Гидроцилиндр;
16. Блок управления.
Все перечисленные элементы вместе с блоком управления располагаются в корпусе гидроагрегата. Система управления позволяет контролировать все этапы процесса сварки: подготовительные операции, нагрев и сведение труб кнопками(стрелочками) на панели управления. Давление регулируется переливным клапаном (также исполняющим функцию аварийного клапана) и спускным клапаном, позволяющим быстро сбросить давление.
Описание гидроагрегата.
Гидроагрегат предусматривает применение гидравлического масла типа HL46 с номинальной вязкостью 37 mm2/s при температуре 328 °K. Допустимая рабочая температура 253-343 °K.
Спереди на баке расположены индикаторы уровня и температуры масла. Горловина бака и система отсоса воздуха расположены на его верхней части. Электрические компоненты размещены в герметичном коробе, находящемся на верхней части рамы гидроагрегата. Электророзетки для нагревателя и торцевателя также расположены на раме гидроагрегата.
Электрооборудование состоит из главного двухполюсного выключателя, аварийного выключателя, предохранителей, пускового контактора, панели управления с триаковой системой управления, трансформатора питания перечисленных элементов и аккумулятора, предназначенного для питания регистратора и систем измерения во время охлаждения готового сварного шва.
Система оснащена гидравлическим аккумулятором который предназначен для выравнивания перепадов давления, а также контрольным (вспомогательным) манометром. Процесс сварки управляется с контрольной панели гидроагрегата. С помощью ЖК-дисплея регистратор уведомляет о текущем этапе процесса, выполняемых операциях, а также требуемых и действительных параметрах давления, температуры и длительности данного этапа.
Управление направлением работы прижимного устройства осуществляется кнопками контроллера: „ <-”(движение влево) и „-> ” (движение вправо). Гидравлическая система работает по так называемому принципу «без утечек», период эксплуатации масла составляет около 3 лет. В случае аварийного уменьшения количества масла следует долить его до уровня, указанного на индикаторе. Использованное масло подлежит утилизации в соответствии с нормами защиты окружающей среды.
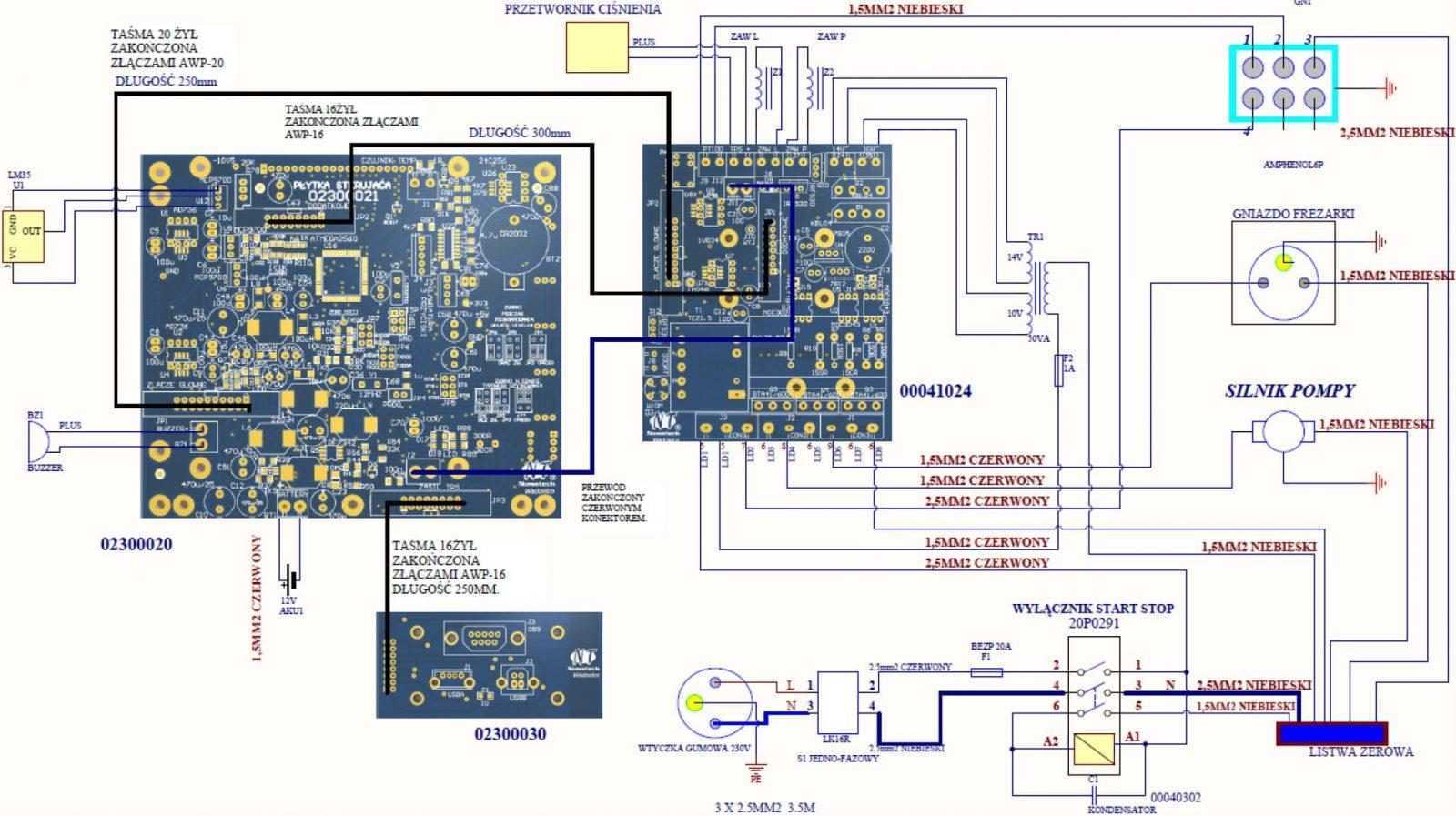
Схема электрических соединений гидроагрегата.
Тяга электродвигателя (п. 4) через муфту гидронасоса (п. 5) сообщается гидравлическому зубчатому насосу (п. 6). Рабочая жидкость подается в гидравлический блок, в который встроен переливной клапан с прямым управлением (п. 7) (по часовой стрелке – увеличение уровня давления, против – снижение). Сдвоенный обратный клапан (п. 9) выполняет функцию так называемого замка. Направление потока рабочей жидкости изменяет гидравлический распределитель (п. 8) с электромагнитным управлением. Уменьшение рабочего давления в системе обеспечивает спускной клапан (п. 10).
Опасные операции.
Доступ к управлению гидроагрегатом должен иметь только специально подготовленный персонал. Важно понимать, что неверное управление может привести к нанесению увечья или, при наихудшем стечении обстоятельств, даже смерти. Во время закрепления труб, их движения и соединения оператор должен держать руки на безопасном расстоянии от зоны сварки. Оператор может начинать сведение зажимов только если рабочая зона безопасна, а общее техническое состояние машины также не представляет опасности. В особенности это относится к кабелям питания, разъемам подключения и гидравлическим шлангам. Эти элементы должны каждый раз проверяться перед работой. В случае повреждения или утечки масла, перед тем, как приступать к работе, убедитесь, что неисправность устранена.
Важно!
- Ненадежные электрические соединения могут вызвать нестабильность в работе электрических компонентов, поражение электрическим током, пожар, ожоги кожи и т.д.
- Механические повреждения могут повлечь получение травм и привести к нестабильной работе аппарата.
- Ненадежные гидравлические соединения могут вызвать протечку масла, загрязнение окружающей среды и нестабильность в работе аппарата.
Станина.
Монтаж и крепление труб осуществляется с помощью 2, 3 или 4 зажимов, крепящихся на поворотных платформах. Винты для механизма фиксации не следует затягивать с силой, превышающей 200-300 [Нм]. Гидроцилиндр, встроенный в станину, позволяет осуществлять движение в обоих направлениях с точно регулируемой силой прижима. Для монтажа труб диаметром менее чем Dmax используются специальные редукционные вкладыши. Рекомендуется, чтобы зажимы устанавливались с использованием специального подъемного оборудования, либо, в случае ручной установки, по крайней мере двумя рабочими. Зажимы укомплектованы креплениями для подъёмного оборудования.
Опасные операции.
Перегрузка узлов машины может привести к повреждениям. Затяжка труб с чрезмерным усилием приводит к росту внутреннего сопротивления гидроцилиндров, что негативно сказывается на сроке службы оборудования и качестве сварных соединений. Следует избегать применения чрезмерного усилия затяжки с помощью удлинителей ключей, боковых ударов, неравномерной затяжки болтов, плохо отрегулированного давления. Будьте предельно осторожны при работе с машиной. Тяжелые элементы можно перемещать с помощью крана или специального подъемного оборудования.
Важно!
- Не трогайте машину во время движения;
- Нельзя удалять стружку из пространства между трубами, если есть малейший шанс движения зажимов;
- Не начинайте движение зажимов, если это может быть потенциально опасно;
- Между трубами нее располагайтесь ни во время их установки в зажимах, ни во время самого процесса;
- Не вставайте на машину.
Торцеватель.
Торцеватель имеет компактную алюминиевую конструкцию с двумя дисками и ножами, установленными в корпусе. Устройство приводится в движение моторедуктором с двухскоростным мотором. Выключатель питания и регулятор скорости установлены на передней панели гидроагрегата. Торцеватель может быть включен только после установки на направляющих станины. Периодически необходимо проверять натяжение цепи – как минимум, раз в месяц. Для проверки натяжения выключите питание, снимите ковер, ослабьте винт крепления натяжителя и отрегулируйте его положение. Затем затяните винт натяжителя. Рекомендуется, чтобы цепь заменялась в авторизованном сервисном центре. Ножи торцевателя заточены с обеих сторон. В случае, если одна из сторон затупилась, переверните лезвие на 180° и используйте вторую сторону. После того, как ножи износятся с обеих сторон, рекомендуется заменить их на новые. Величина выноса ножа над поверхностью диска должна быть примерно 0,2 мм.
Важно! Не используйте поврежденные, грязные, тупые или ржавые ножи, так как это может привести к опасности для оператора или повреждению машины.
Установка ножа торцевателя.
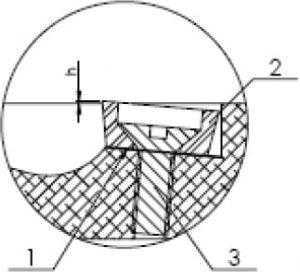 1. Подкладка;
1. Подкладка;
2. Нож;
3. Винт;
h – высота выставления режущего края, h ≤ 0,2 мм.
В зависимости от версии аппарата и его комплектации торцеватель может быть установлен на специальной регулируемой платформе. Она необходима для выполнения торцовки элементов, далеко отступающих от оси торцевателя (например, во время торцовки Y-тройника на первом этапе).
Если необходимо изменить положение торцевателя, выполните следующие шаги:
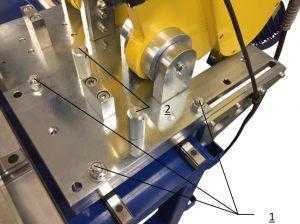 1. Ослабьте 4 болта (1);
1. Ослабьте 4 болта (1);
2. Поднимите стопорные болты (2);
3. Переместите торцеватель во второе положение;
4. Установите стопорные болты в запирающее положение;
5. Затяните болты (1).
 Важно! Болты стола торцевателя можно только ослаблять. Снятие болтов и защиты приведет к отсоединению стола от машины и может вызвать неконтролируемое перемещение торцевателя в свободное положение и повредить его. После смены положения торцевателя обязательно замените ручку торцевателя на удлиненную.
Важно! Болты стола торцевателя можно только ослаблять. Снятие болтов и защиты приведет к отсоединению стола от машины и может вызвать неконтролируемое перемещение торцевателя в свободное положение и повредить его. После смены положения торцевателя обязательно замените ручку торцевателя на удлиненную.
Сварочный аппарат оборудован специальными дистанционными бамперами, которые необходимо использовать при изготовлении тройников и крестовин для того, чтобы избежать чрезмерного снятия материала и защитить зажимы от контакта с торцевателем.
Опасные операции.
Прикосновения к лезвиям ножей могут привести к травмам рук. При неправильном хранении или перевозке оборудования существует опасность ранения. При установке торцевателя на станину или подставку избегайте резких движений, которые могут повредить оператору или гидравлике аппарата.
Важно!
- Не прикасайтесь к ножам торцевателя;
- Нельзя прикасаться к вращающемуся диску;
- Торцеватель за пределами станины не включайте;
- Не начинайте торцовку, пока трубы не будут правильно зафиксированы в станине. Убедитесь, что вращающийся торцеватель не будет представлять опасности для оператора.
Нагреватель.
Нагреватель состоит из двух алюминиевых пластин, каждая из которых покрыта PTFE. Нагревательный элемент размещен между пластинами. Температура нагревателя точно контролируется и регулируется. Разъем для подключения нагревателя остается активным только на протяжении тех стадий процесса сварки, на которых он применяется. Световой индикатор, расположенный на панели управления гидроагрегата, оповещает о состоянии нагрева. Другой диод, расположенный на верхней стороне нагревателя, информирует о том, что цепь нагревателя активна. Диод выключится при достижении нагревателем требуемой температуры. Зуммер, установленный в гидроагрегате, также подаст акустический сигнал о том, что требуемая температура достигнута и можно продолжать процесс. Перед тем, как продолжать, убедитесь, что температура стабильна (отсутствуют колебания температуры). Нагреватель необходимо содержать в чистоте. Любая грязь должна быть удалена чистящим средством для тефлона (этанолом).
Замена тефлоновой ткани.
Если тефлоновое покрытие будет повреждено или изношено, его можно заменить непосредственно на площадке. Для этого удалите винты, которые держат крепежные ленты, замените тефлоновую ткань новой и установите ленты таким образом, чтобы материал был равномерно растянут по поверхности нагревателя. Легкие неровности материала – нормальное явление и не влияют на правильность работы нагревателя (материал самостоятельно адаптируется).
Опасные операции.
Температура нагревателя достигает ~220°C, что при неаккуратном обращении может привести к ожогу. Убедитесь, что при транспортировке и хранении нагреватель надежно защищен. При помещении нагревателя на станину или стенд для переноски избегайте резких движений, которые могут привести к травмам оператора или ассистента.
Важно!
- Не прикасайтесь к горячей поверхности нагревателя.
- Нагреватель материалом, не устойчивым к высокой (мин. 220°C) температуре не накрывайте .
- Неиспользуемый нагреватель должен храниться и транспортироваться только в специальной подставке.
Транспортировка, установка и хранение.
Конструкция сварочного аппарата рассчитана на работу в закрытых помещениях. Требования к условиям работы: температура выше нуля и отсутствие пыли. Машина должна быть установлена на ровной и твердой поверхности. Требования к транспортировке: ввиду значительных размеров и массы машины рекомендуется, чтобы для перевозки использовались транспортные средства, предусматривающие погрузку и разгрузку с применением подъемного оборудования (от 500 кг). Во время транспортировки кузов должен быть закрыт от дождя или снега. Груз должен быть дополнительно защищен от скольжения клиньями.
Процедура запуска.
- Убедитесь, что машина отключена от источника питания. Если необходимо, переведите главный выключатель в положение “ВЫКЛ” (“0”);
- Подключите агрегат управления к станине;
- Убедитесь, что машина имеет доступ к источнику питания 400 В (+5% -10%), 50 Гц;
- Установите станину в месте сварки. Приготовьте соответствующие диаметру труб зажимы (для сварки труб диаметром менее Dmax используйте редукционные вкладыши).
- Симметрично установите трубы так, чтобы край трубы выступал относительно зажима не менее чем на 3 см.
- Подключите главный кабель питания к розетке с заземлением.
- Переведите главный выключатель в положение “1”.
- Нажмите кнопку СТАРТ для активации главного контактора и проверьте последовательность фаз. При необходимости поменяйте последовательность фаз в разъеме подключения. Поменяйте L1 на L2.
- При необходимости аварийной остановки воспользуйтесь кнопкой СТОП на панели управления.
Более подробную информацию по характеристикам вы можете посмотреть тут ZHSN 315 и ZHSN 400 .